Our HyGGeTM water electrolyzers are designed for ultra-pure green hydrogen production and applications anywhere in the world. Our containerized systems are extremely safe, reliable, and affordable. This means that our electrolyzers can be easily transported to any production site.
Our water electrolyzers are customized for a range of industries and hydrogen applications: large industries needing continuous high-volume hydrogen production, specialized industries seeking dependable and scalable supplies of ultra-pure hydrogen, mobility companies in need of pure, pressurized hydrogen, and energy companies aiming to convert surplus renewable energy into hydrogen for storage and future utilization.
The HyGGeTM water electrolyzers enable the continuous production of large hydrogen volumes in demanding industrial environments that operate 24/7. Our units exhibit exceptional reliability, performance, and durability. They function autonomously, can be monitored remotely, and require minimal maintenance.
Sulphur removal for refineries
We enable refineries to generate vast quantities of green hydrogen 24/7 for upgrading crude oil into petrol, diesel, and other chemicals.
H2 for the ammonia/fertilizer industry
We enable ammonia producers to transition from hydrogen production using fossil fuels to producing green hydrogen using clean energy.
Eco-friendly methanol and chemicals
The synthesis and distillation of methanol and other chemicals require hydrogen. We enable the production of green hydrogen for the manufacturing of eco-friendly chemicals.
CO2 reduction in cement production
Hydrogen can be used to capture and utilize up to 50% of CO2 emissions from cement production, thereby reducing the environmental impact of cement manufacturing.
CO2 reduction in metallurgy (DRI)
Hydrogen can serve as the sole reducing agent for Direct Reduction of Iron (DRI), effectively decreasing the carbon footprint of the metallurgy sector.
Specialized industries
We facilitate safe and secure production of high-quality (pure) green hydrogen. Our HyGGeTM water electrolyzers come as pre-integrated solutions, thereby demanding minimal installation and maintenance expenses. Furthermore, our units provide hydrogen at pressure, reducing associated costs of additional compression in downstream production processes.
Food: fat & oil
Our HyGGeTM water electrolyzers produce high-purity, food-grade hydrogen used for hydrogenation and refining processes in the food sector, specifically for edible oils.
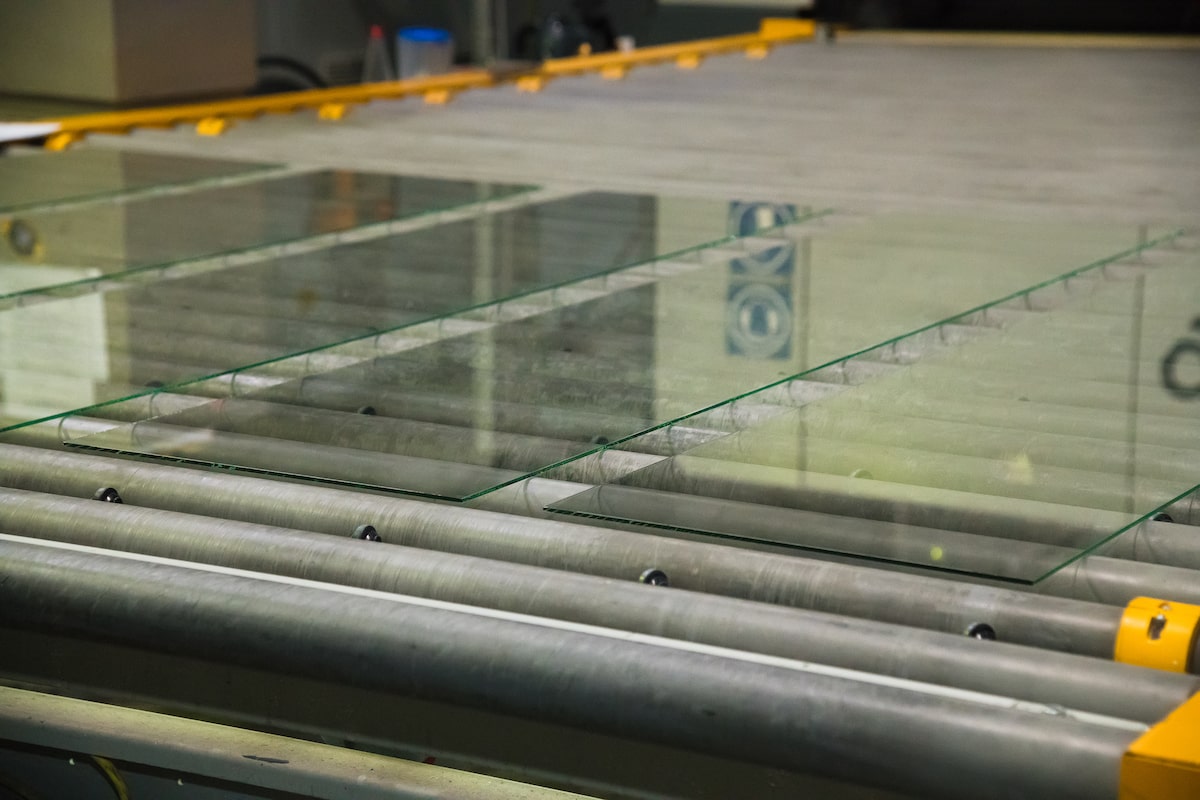
Better glass production
Our HyGGeTM units produce high purity hydrogen, ready to be mixed with nitrogen as a blanketing atmosphere in the most demanding glass manufacturing processes. Hydrogen is furthermore considered as a carbon-free alternative for natural gas to create the high oven temperature.
Annealing in metallurgy
Our units are capable of green hydrogen production for controlled atmosphere annealing, preventing the oxidation and discoloration of metals.
H2 for (petro)chemical and pharma industries
Our hydrogen can serve various purposes, including gas purification, vitamin, and pharmaceutical production, and functioning as a reducing agent.
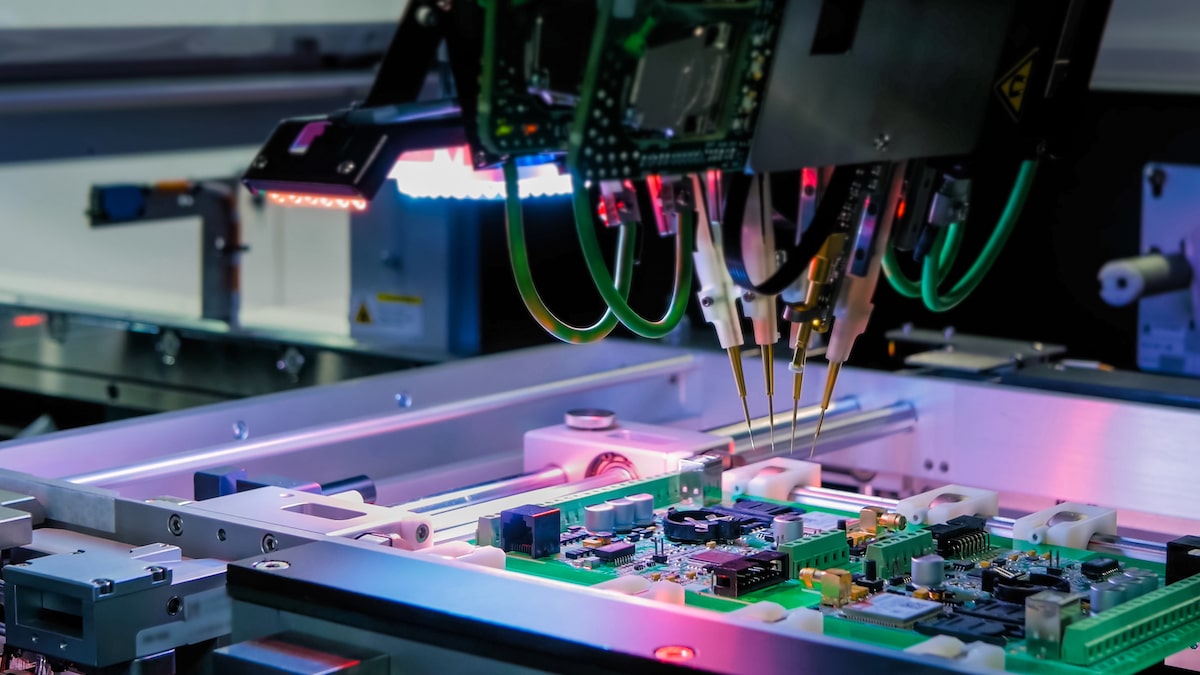
Ultra-pure hydrogen for electronics
The high purity hydrogen from our HyGGeTM units can be upgraded relatively easily to ultra-pure hydrogen used in the manufacturing of semiconductors and other advanced products like solar panels.
Mobility
Our HyGGeTM water electrolyzers can generate Fuel Cell-grade clean hydrogen requiring no further purification. The production of hydrogen can be done entirely or in part with renewable energy sources.
Pure hydrogen for fueling stations
The pure hydrogen from our units is virtually free from any impurity other than neglectable traces of water and oxygen. As a result, the gas can power Fuel Cell Electric Vehicles without any concern about catalyst and membrane contamination.
Hydrogen to produce synthetic fuels
Utilizing renewable energy to produce green hydrogen makes the production of e-fuels, kerosene, diesel, methanol, and ethanol possible with the lowest environmental impact.
Ammonia as a fuel
Ammonia is a rather simple molecule made of hydrogen and nitrogen in the Haber Bosch synthesis. Just like conventional fuel, ammonia can be burned and thus be used as an energy carrier. Ammonia is liquid under moderate pressure, offering the advantage of relatively inexpensive high energy storage density. While it requires extra attention to handling because of its toxic nature, green ammonia is effectively considered as a zero carbon fuel alternative in heavy duty applications such as sea going vessels.
Energy
We facilitate the conversion of clean electricity into pressurized hydrogen, allowing for convenient energy storage. Additionally, clean energy can be harnessed to produce ultra-pure green hydrogen for high-demand applications. Our HyGGeTM water electrolyzers exhibit exceptional flexibility in adapting to the varying availability of renewable energy sources: our HyGGeTM units can transition from minimum to maximum operation in under 60 seconds.
Grid stabilization & balancing
Our HyGGeTM units utilize abundant electricity to generate hydrogen. This approach allows to support energy storage and stabilization of the electrical grid.
Optimization of renewable energy sources
Rather than halting turbines’ production of green electricity, we can utilize the generated electricity to produce hydrogen as an energy carrier for storage.
Energy storage
Hydrogen can be stored in significant quantities and retrieved at any time, enabling us to capture surplus renewable energy during periods of availability and store it for future use.
Quick FAQ's
What is hydrogen? How can it be produced? And how can you guarantee the availability of hydrogen, even on your most remote production sites? Find the answers to some of the most frequently asked questions in our field of expertise.
Natural hydrogen (also known as ‘white’ hydrogen) can be found worldwide, yet it is not easily extracted. Fortunately, hydrogen is also widely available in compound forms. For instance, water (H2O), fossil fuels, and natural oils all contain hydrogen. This hydrogen can be extracted by breaking the molecular bonds and isolating the H2 molecules as a result. Unfortunately, this process often leads to the formation of polluting molecules such as NOx, CO, and CO2.
At present, most hydrogen is obtained by ‘cracking’ methane (CH4) through Steam Methane Reforming. While this process isolates the H2 molecule, it also causes the carbon to combine with oxygen, resulting in approximately 8 to 10 kg of CO2 for every kilogram of hydrogen produced. This has a significant environmental impact.
Fortunately, hydrogen production through water electrolysis (as achieved with our HyGGeTM water electrolyzers) does not have such a negative effect on the environment. In fact, if our HyGGeTM units are powered by renewable energy sources like solar or wind energy, the electrolysis process generates ‘green’ hydrogen – the most environmentally friendly form of H2, second only to natural or white hydrogen.
Does hydrogen come in different colors?
Hydrogen is colorless, but color coding is used to indicate the environmental impact of different hydrogen production methods. The following terminology refers to hydrogen production, arranged from the least environmentally impactful to the most:
White Hydrogen: H2 from Earth’s internals. This is very challenging to harvest.
Green Hydrogen: H2 from water electrolysis using renewable energy (wind, solar…) without any CO2 emissions.
Pink Hydrogen: Electrolytic hydrogen produced with nuclear power.
Turquoise Hydrogen: Hydrogen produced by thermal methane splitting (methane pyrolysis) with solid carbon as a by-product. It is very challenging to keep the production process at 1000°C.
Blue Hydrogen: Hydrogen produced from fossil fuels, where the CO2 is captured and stored, or used in a different process (i.e., not released in the atmosphere).
Brown Hydrogen: Hydrogen produced as a by-product of industrial processes.
Grey Hydrogen: Hydrogen extracted from Natural Gas (CH4) using Steam-Methane Reforming (SMR). Most H2 gas is produced this way, with lots of CO2 as a by-product.
Yellow Hydrogen: Electrolytic H2 from Grid energy, regardless of the energy mix.
Black Hydrogen: Hydrogen from Coal Gasification. This produces lots of CO2.
Which is better? Pressurized or non-pressurized water electrolyzers?
Depending on your use of hydrogen, having it available at a specific pressure can be interesting. For processes operating at 3 bar, a 5 bar system might suffice if the electrolyzer meets demand consistently. Atmospheric electrolyzers always require an additional compression system, incurring an OpEx in addition to a CapEx. If you need hydrogen at higher pressure, e.g., in mobility applications, you will have to compress the gas.
A compressor is a ‘multiplier’ of the pressure. Typically, a compressor compresses up to 6 times the input pressure in a single stage. For instance, 10 bar input can yield 360 bar output of a 2-stage compressor. Starting at 30 bar input, you can reach 1000bar at the output after 2 stages (mobility), or 180bar after only 1 stage, which could be enough to fill bottles/racks.
What makes Exion’s HyGGe™ 100A water electrolyzer unique and valuable?
The HyGGeTM 100A water electrolyzer is unique because:
It adheres to European Directives and the highest international safety standards.
It runs on two newly designed cell stacks that are very robust, reliable, and efficient.
The innovative design of our components mitigates the risk of deformations.
We only use premium materials such as solid nickel stack elements, enhanced with catalytic coatings for improved efficiency and productivity.
Since we use premium materials, our unit requires little or no maintenance.
Our units can be combined. You will never have to overshoot or undershoot with water electrolyzers that are too large or too small for your requirements.
How do you calculate the business case for on-site hydrogen production?
Several factors determine the viability of on-site hydrogen production for your business:
Electricity costs
In on-site water electrolysis for hydrogen production, your energy consumption will be your primary operational expenditure, significantly affecting the total cost of ownership.
Required volume
Do you need large quantities of hydrogen, or do you seek to use abundant renewable energy (green electricity) for hydrogen production and subsequent storage as an energy source? This affects the required number of water electrolyzers to operate simultaneously.
On-site storage availability
Do you have sufficient pipeline networks, silos, or other storage solutions to store all the hydrogen you will generate?
Downtime cost
How much will it cost when your business halts due to hydrogen shortages? In other words, how valuable is it to achieve independence from external hydrogen suppliers, enabling your business to operate 24/7 through self-produced hydrogen?
Comparison with other hydrogen sources How does the above align with costs tied to alternative hydrogen sources, accounting for factors like geographic proximity to supply centers and supplier accessibility to your production sites?