








Agreement
- We listen to your needs, special requirements, and expectations.
- We align on our scope of supply and services.
- The commercial agreement is in force.
- We plan the different steps of the project with you.
- You prepare the site where the water electrolyzer will be delivered.

FAT (Factory Acceptance Test)
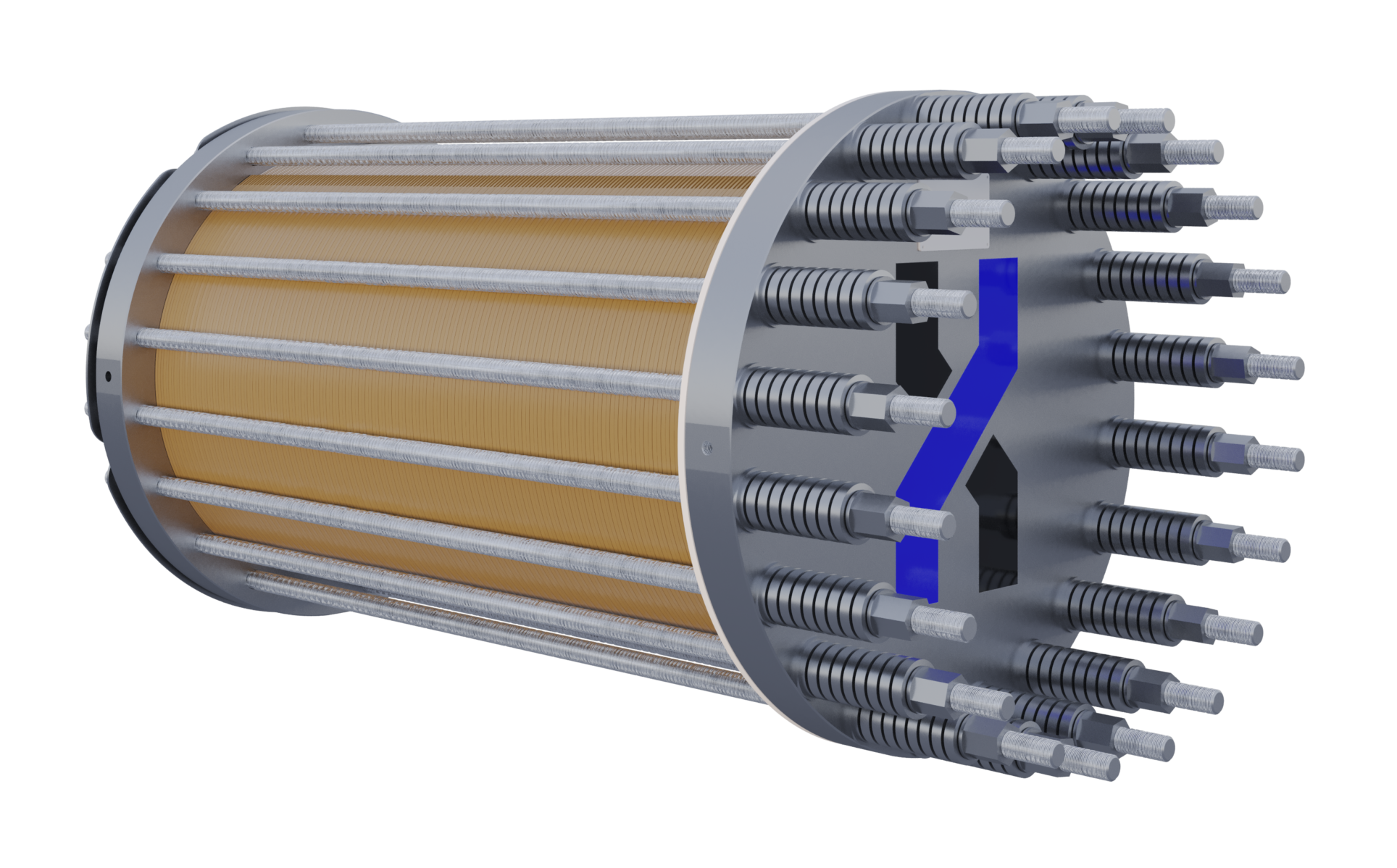
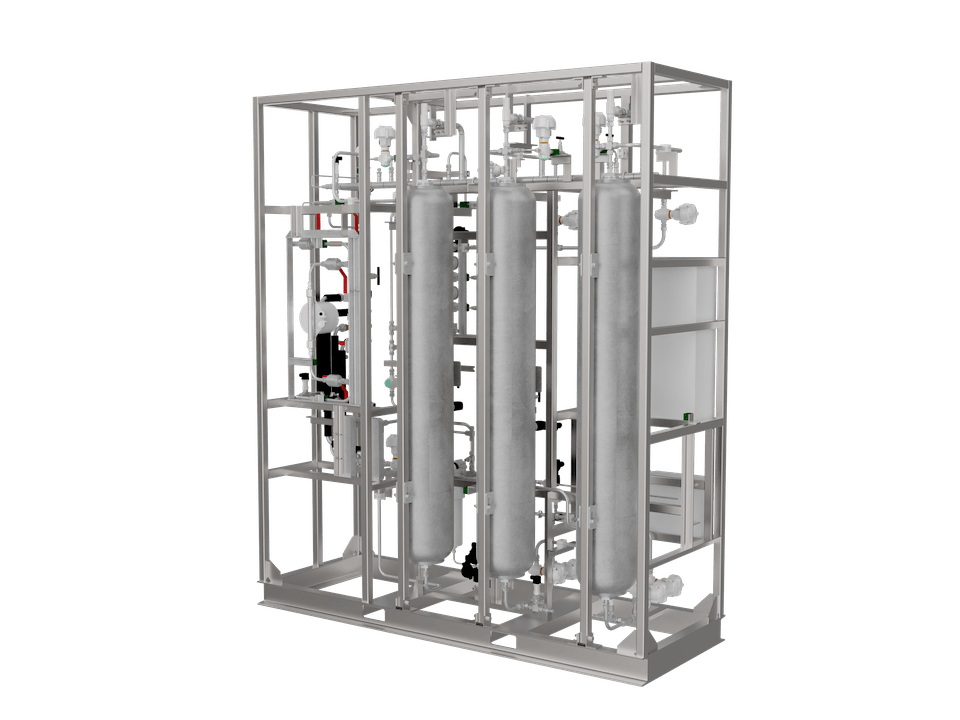
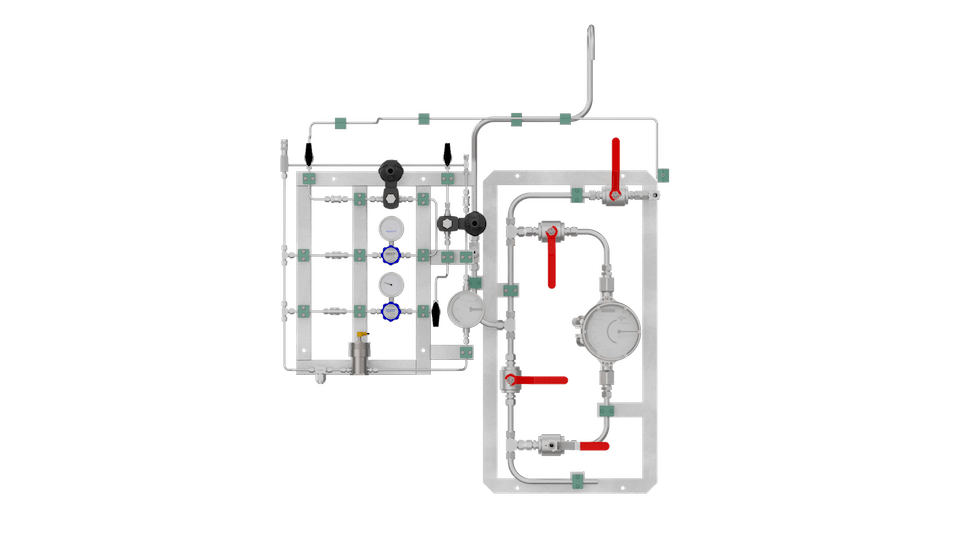
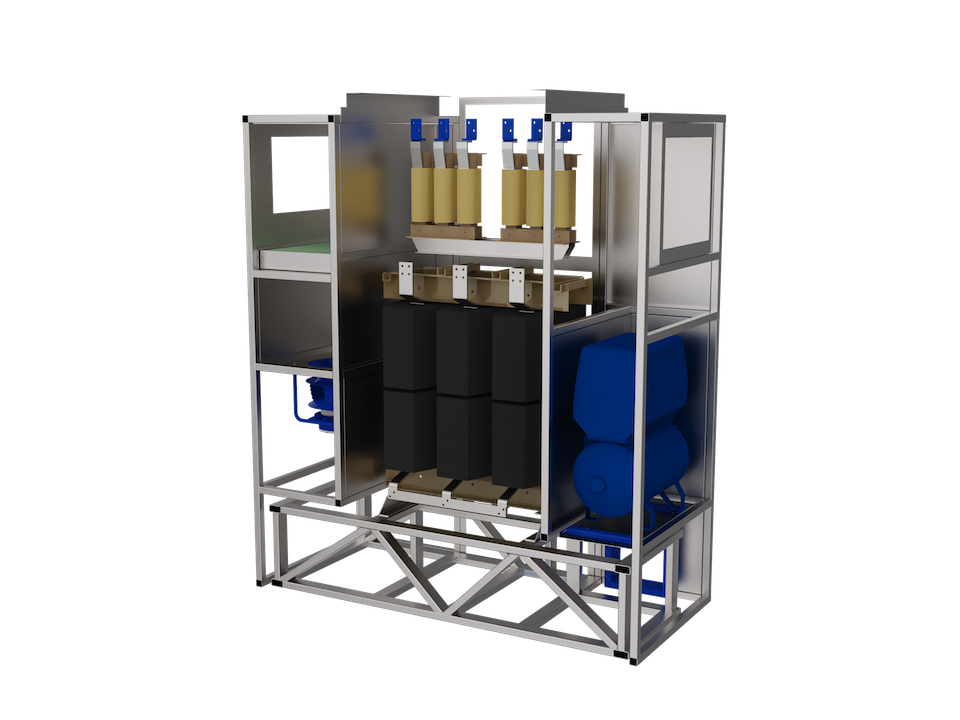
- We build your HyGGeTM 100A water electrolyzer.
- We conduct all our quality checks.
- We prepare the system for a performance test in our facilities.
- We invite you to witness the performance test prior to shipment.

Delivery
- We ship your HyGGeTM 100A water electrolyzer to your premises.
- We can assist with unloading and positioning.
- You unpack and inspect the system.

Installation
- You ensure that all required civil works are finished.
- You ensure that all necessary permits are obtained.
- You connect the equipment to your site’s facilities.
- You fill up the cooling systems.
- You make other utilities and tools available.
- We can assist you in all stages.

Commissioning
- An Exion Hydrogen service engineer checks the installation.
- Our service engineer conducts functional tests.
- Our service engineer performs a Site Acceptance Test (SAT)
- We train your team to operate and maintain the system.
- We initiate the warranty period of the system.

Maintenance
- Your team performs daily visual checks on the system.
- Every 6 months, your team will conduct preventive maintenance.
- Every 6 months, your team will calibrate the measuring devices.

